所屬科目:高中技藝◆模具
1. 連續模具作業方式不適合用於製造會產生殘留應變的成品,特別是引伸或彎曲加工。 (A)O(B)X
2. 塑膠射出成形時,為使模具溫度均勻,冷媒通過冷卻管道,應從較低溫處進入,然後循環至較高溫處流出。 (A)O(B)X
3. 延長噴嘴方式屬於無流道成形,是將射出成形機之噴嘴,延長直接連接至模具澆口,可一次製造多件成品。 (A)O(B)X
4. 塑膠模具中,扇形澆口應用於平板狀成形品,澆口設於橫澆道端面,應注意澆口斷面積不可大於橫澆道斷面積。 (A)O(B)X
5. 線切割放電加工常使用黃銅線當電極,加工時電極線以一定速度連續送出,使用過的線可以循環重複使用。 (A)O(B)X
6. 圓筒製品實施引伸加工時,模具的間隙通常要小於或等於板厚,才能獲得精密的尺寸與光滑的表面。 (A)O(B)X
7. 立式射出成形機之射出裝置與鎖模裝置以直立方式配置,可以應用於有嵌件之成形品加工。 (A)O(B)X
8. 沖壓模具下模分割時,分割處儘量不要出現銳角,模孔有圓弧時最好分割在角隅線與圓弧的交點。 (A)O(B)X
9. 最小彎曲半徑係指在彎曲加工時,不使材料發生裂痕等破壞的條件的最小允許半徑,同一種材料經退火後,通常比退火前具有較大之最小彎曲半徑。 (A)O(B)X
10. 許多射出成形機多採用螺桿式射出裝置,可以藉由螺桿之混練作用讓塑料加熱更均勻。 (A)O(B)X
11. 三板式塑膠模具開模時,成品是由固定側模板與可動側模板之分模面取出,而澆道部位是由澆道脫料板與可動側模板之分模面取出。 (A)O(B)X
12. 放電加工時電極會損耗,所使用的材料應具備良好導電性、熔點高、消耗少等特點,如銅與石墨。 (A)O(B)X
13. 為提高熱交換率,冷卻液在塑膠模具內之流動應使其形成層流狀態,不可使流體過度擾動,才能增加冷媒與管壁的接觸。 (A)O(B)X
14. 三板式塑膠模具構造較複雜,成本較高,但其最大優點是可以應用於高速自動化生產。 (A)O(B)X
15. 可動式剝料板不具壓料作用,容易使帶料發生扭曲變形,且送料不易。 (A)O(B)X
16. 在進行沖剪下料加工時,為了維持料片平直,通常可以將下模表面做成平直,沖頭的端面製成傾斜角。 (A)O(B)X
17. 塑膠模具上定位環之內徑配合豎澆道襯套,外徑則應配合塑膠射出成形機固定側模盤中央之孔。 (A)O(B)X
18. 較大型模體之分割下模塊可以利用斜楔對模塊產生推力迫緊,使其在沖剪時不致張開,具有拆卸方便的特性。 (A)O(B)X
19. 典型的塑膠模具流道系統中,塑料自成形機的噴嘴進入模具,接下來的流路依序為:豎澆道→橫澆道→澆口→排氣孔→型腔→冷料井。 (A)O(B)X
20. 硬化的熱固性塑膠成品在頂出的垂直方向有凹陷時,不適合使用強制脫模頂出。 (A)O(B)X
21. 鋼料經淬火熱處理後硬度高但很脆,通常要實施正常化處理來調整鋼料硬度,以獲得適當的韌性,並可消除內應力。 (A)O(B)X
22. 材料在彎曲加工的部位其厚度逐漸變薄,中立軸線會向內側移動,但軸線長度不變。 (A)O(B)X
23. 塑膠模具之潛入式澆口設計適用於二板式模具,在成品被頂出時可自動切斷澆口。 (A)O(B)X
24. 擠製加工係在再結晶溫度以上,金屬變形抵抗力小,藉由沖頭的壓力對胚料進行加壓,迫使材料由沖模的間隙流出而成形。 (A)O(B)X
25. 若有一副單一沖孔之沖模,要在 \(2 \mathrm{~mm}\) 厚之鋁板上沖出直徑 \(8 \mathrm{~mm}\) 之孔,鋁之抗剪強度為 \(15 \mathrm{~kg} / \mathrm{mm}^{2}\),剝料壓力的常數 k = 0.06,則其所需剝料力約為 \(45 \mathrm{~kg}\)。(A)O(B)X
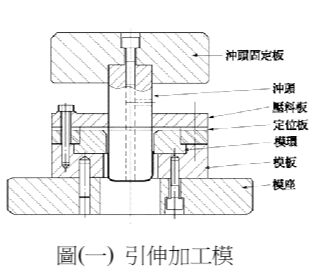
1. 參考圖(一),引伸加工的沖頭中設有氣孔,其主要的作用為
(A)避免圓筒吸著沖頭影響正常剝料 (B)減輕沖頭的重量 (C)降低加工時產生的高溫 (D)可以灌入冷卻液。
2. 參考圖(一),引伸加工時常在模具中加裝壓料板,下列哪一點是壓料板之主要功用?
(A)緩和沖壓速度 (B)防止工件震動 (C)避免材料移位 (D)防止材料產生皺紋。
3. 欲深抽一直徑(d)為 \(40 \mathrm{~mm}\) 之有底空心圓筒時,採用一直徑( D )為 \(80 \mathrm{~mm}\) 之胚料,在厚度不變的原則下,若成品的表面積與胚料的表面積相同,利用面積法求深抽後此空心圓筒的高度(h)為 (A)24 (B)30 (C)36 (D) \(40 \mathrm{~mm}\)。
4. 如圖(二)為引伸加工時,材料在模具內變化情形示意圖,有關各部位之受力情形,下列敘述何者正確?
(A)B-C 部位單純受拉應力作用 (B)C-D 部位承受軸向壓應力作用 (C)D-E 部位受雙重拉應力與沖頭的彎曲應力作用 (D)E-F 部位承受拉應力與壓應力作用。
5. 參考圖(二),在引伸過程,板厚減少比例最大的部位,也是最可能發生破裂的部位是
(A) A-B (B) C-D (C) E-F (D) D-E。
6. 如圖(三)之沖剪壓力與剪切過程,在 B-C 點之間,材料承受的變形行為屬於
(A) 永久變形 (B) 塑性變形 (C) 彈性變形 (D) 剪斷變形。
7. 沖剪加工後的成品之切口斷面形狀可分為四大部分,其中由上往下第三層的部分為 (A) 毛邊 (B) 剪斷面 (C) 撕斷面 (D) 擠壓面。
8. 下列哪一個材料經剪斷後,其剪斷面之擠壓面、剪斷面與毛邊均較大?(A) 高碳鋼 (B) 銅合金 (C) 鑄鐵 (D) 工具鋼。
9. 塑膠射出成形時,面積較大、厚度較薄或側壁高的盒狀成品,為避免頂出時因外界壓力作用而造成製品變形,可以使用下列何種頂出裝置?(A) 空氣頂出 (B) 頂出銷 (C) 頂出板 (D) 頂出套筒。
10. 油壓沖床係利用油壓缸控制活塞往復而牽引滑座上下運動,以下哪一項是油壓沖床的 缺點 ?(A) 滑塊行程短 (B) 下死點滑塊速度較慢 (C) 合模壓力過大 (D) 下死點不容易確定,故不適合剪切加工。
11. 一般材料受彎曲加工時,材料受力變化的四個階段中,在哪一個階段受力趨近於最大值?(A) 自由變形 (B) 塑性變形 (C) 彈性變形 (D) 擁底矯正。
12. 壓縮加工係將材料放入模具中進行壓縮而成形,下列何者 不是 壓縮加工的優點?(A) 可以完成複雜的成品 (B) 模具表面不需要添加潤滑劑 (C) 產品機械性質提高 (D) 材料利用率高。
13. 熱固性塑料無法回收再使用,下列哪一種材料屬於熱固性塑膠?(A) 聚氯乙烯 (B) 環氧樹脂 (C) 聚甲基丙烯酸甲酯(壓克力) (D) 聚丙烯。
14. 下列有關沖剪加工之特性描述,何者正確?(A) 沖剪過程中,在工件剪斷時,所需的沖剪壓力達到最大 (B) 下料沖剪時,為節省材料,廢料邊之寬度應愈小愈好 (C) 下料模具之沖剪力與下料輪廓長成正比 (D) 剪切工作應在沖壓行程的下死點後完成。
15. 設計塑膠模具時,下列有關分模線設計位置的原則,何者 不正確 ?(A) 儘量選在不明顯、不影響外觀的位置 (B) 避免形成凹陷、倒鉤 (C) 應位於加工容易之位置 (D) 選在成形品最小外形斷面處。
16. 下列哪一項 不是 塑膠成品自模具中脫模困難的可能原因?(A) 模心無進氣孔 (B) 模具溫度太高或太低 (C) 型腔脫模斜度大 (D) 型腔表面粗糙。
17. 下列有關沖剪模具各部位之敘述,何者正確?(A) 沖剪模具之脫料力與其刃口之銳利無關 (B) 角間隙斜角直達模面的型式適合硬金屬之沖剪加工 (C) 沖剪之料片愈薄,則沖剪間隙應愈小 (D) 一般沖頭均採用退火來處理。
18. 有一砂輪之規格為 WA 60 K 5 V,其中「K」代表此砂輪之_______之顆粒大小。 (A) 磨料種類 (B) 結合度 (C) 組織 (D) 磨料
19. 下列有關彎形加工的敘述,何者有誤?(A) 彎形加工與胚料的壓延方向無關 (B) 不同金屬材料於彎形加工皆會產生不等的回彈量 (C) 材料愈硬,回彈現象愈明顯 (D) 彎形加工會使材料產生永久變形。
20. 銑削加工可分為順銑(又稱向下銑)與逆銑(又稱向上銑),下列有關順銑與逆銑法的比較,何者正確?(A)順銑法產生切屑的方式為由薄到厚,逆銑法產生切屑的方式為由厚到薄 (B)順銑法較易產生振動,但不需裝設背隙消除裝置 (C)採用逆銑法的加工面較平滑,故比順銑法適合精加工 (D)逆銑法產生的切削力為由小到大,故刀刃不易崩裂。
21. 下列有關金屬塑性加工的敘述,何者正確?(A)冷加工之缺點為金屬易氧化而且精度較差 (B)冷加工通常會增加材料之強度與硬度,但延性會下降 (C)熱加工所得工件之尺寸精度通常會高於冷加工所得者 (D)熱加工常會使材料產生加工硬化。
22. 下列有關塑膠射出加工的敘述,何者為不正確?(A)量測塑膠成品之精度,最好是在脫模後馬上量測較準確 (B)成品產生嚴重之凹陷,可能是成品厚度不均或太厚造成的 (C)成品有燒焦之情形,可能是排氣不良所致 (D)毛邊是熔融塑料在模具之間隙溢出的現象。
23. 某一孔與軸配合之公稱尺度為 \(\phi 25 \mathrm{~mm}\),孔之上、下偏差值分別為 \(+0.04 \mathrm{~mm}\) 及 \(-0.02 \mathrm{~mm}\),軸之上、下偏差值分別為 \(+0.01 \mathrm{~mm}\) 及 \(-0.01 \mathrm{~mm}\),下列敘述何者正確?(A)此種配合為干涉配合 (B)此配合其最小餘隙為 \(0.01 \mathrm{~mm}\) (C)此配合最大干涉量為 \(0.05 \mathrm{~mm}\) (D)此配合最大餘隙為 \(0.05 \mathrm{~mm}\)。
24. 二板式塑膠模具為射出成形用模具的標準構造,參考圖(四),下列有關各數字所代表的零件名稱,何者 不正確 ?
(A)④--承板 (B)⑭--頂出銷 (C)③—可動側模板 (D)⑪-
25. 參考圖(四),在二板式塑膠模具閉合時,具備帶動頂出板將頂出銷推回正確位置,防止頂出銷碰觸到型腔的零件為
(A)定位銷 (B)復歸銷 (C)間隔板 (D)復歸彈簧
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)避免圓筒吸著沖頭影響正常剝料 (B)減輕沖頭的重量 (C)降低加工時產生的高溫 (D)可以灌入冷卻液。
(A)避免圓筒吸著沖頭影響正常剝料 (B)減輕沖頭的重量 (C)降低加工時產生的高溫 (D)可以灌入冷卻液。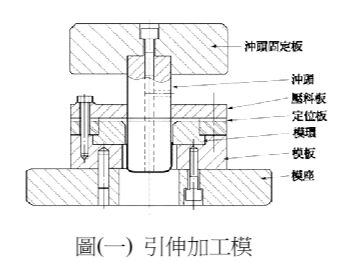 (A)緩和沖壓速度 (B)防止工件震動 (C)避免材料移位 (D)防止材料產生皺紋。
(A)緩和沖壓速度 (B)防止工件震動 (C)避免材料移位 (D)防止材料產生皺紋。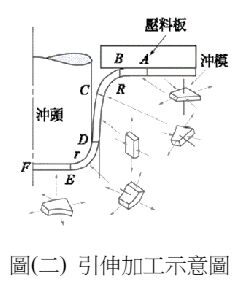 (A)B-C 部位單純受拉應力作用 (B)C-D 部位承受軸向壓應力作用 (C)D-E 部位受雙重拉應力與沖頭的彎曲應力作用 (D)E-F 部位承受拉應力與壓應力作用。
(A)B-C 部位單純受拉應力作用 (B)C-D 部位承受軸向壓應力作用 (C)D-E 部位受雙重拉應力與沖頭的彎曲應力作用 (D)E-F 部位承受拉應力與壓應力作用。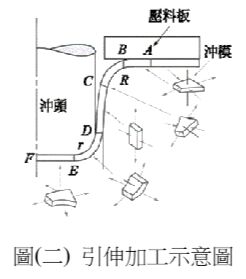 (A) A-B (B) C-D (C) E-F (D) D-E。
(A) A-B (B) C-D (C) E-F (D) D-E。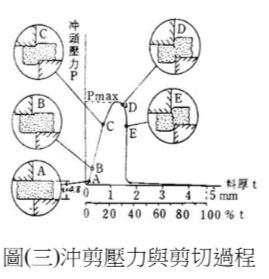 (A) 永久變形 (B) 塑性變形 (C) 彈性變形 (D) 剪斷變形。
(A) 永久變形 (B) 塑性變形 (C) 彈性變形 (D) 剪斷變形。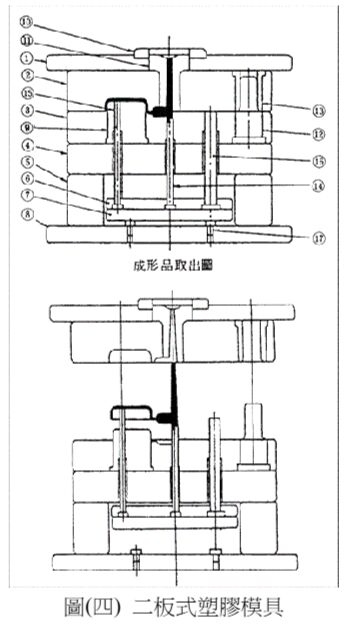 (A)④--承板 (B)⑭--頂出銷 (C)③—可動側模板 (D)⑪-
(A)④--承板 (B)⑭--頂出銷 (C)③—可動側模板 (D)⑪-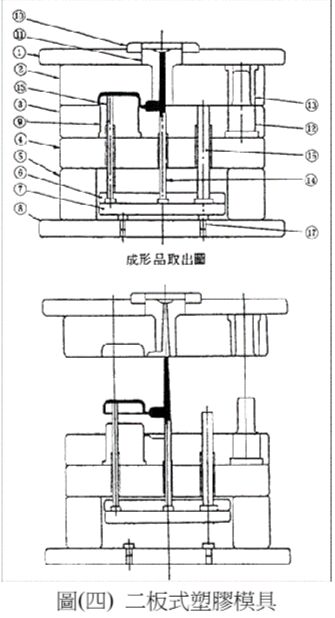 (A)定位銷 (B)復歸銷 (C)間隔板 (D)復歸彈簧
(A)定位銷 (B)復歸銷 (C)間隔板 (D)復歸彈簧