所屬科目:高中技藝◆鉗工
1. 手鎚、重鎚的施力是頓擊而非重擊,有如刀工切肉不切到砧板的施力。 (A)O (B)X
2. 使用螺絲起子鬆緊螺釘的主要技巧是在扭轉旋力,越大越具效益(果)。 (A)O (B)X
3. 使用一字型螺絲起子鬆緊螺釘,較使用十字形螺絲起子難以控制起子的搖晃,所以較容易對螺絲頭之槽溝造成撕裂而打滑。 (A)O (B)X
4. 高速精密轉軸之軸承,常以銅基軸承取代滾珠(柱)軸承,其主要目的是降低運轉中之回轉部與支撐部之接觸。 (A)O (B)X
5. 調節距離是彈簧的功用之一,廣用於機件間的定位設定。 (A)O (B)X
6. 離合器是輸入軸與輸出軸間的關鍵組件,主要功能是在制止、剎車。 (A)O (B)X
7. 細螺紋螺釘較粗螺紋螺釘具有防止鬆動的效果。 (A)O (B)X
8. 機器組合件之間,面施刮削的主要目的在防止面接觸,避免產生面摩擦而生熱。 (A)O (B)X
9. 工件表面刮削的目的在獲得更佳的平面度。 (A)O (B)X
10. 為了防止劃線的條脫落,常沿線施予打上標記,所用沖子的沖頭錐角是 90 度。 (A)O (B)X
11. 當游標卡尺是以主尺 20mm (20 格)長等分為 19 格的長度當副尺設計而成時,這支游標卡尺可讀出的最小值是 0.05mm。 (A)O (B)X
12. 針盤指示錶(量錶)的錶面具有放大效果,所以錶面直徑越大越容易讀出檢測值。 (A)O (B)X
13. 針盤指示錶(量錶)是一種間接量具,不能直接獲得檢測值;只能獲得相差值。 (A)O (B)X
14. 攻螺紋時,每攻進 \(\frac{3}{4}\) 轉即倒轉 \(\frac{1}{4}\) 轉的漸進做法是在讓潤滑劑進入,增加潤滑。 (A)O (B)X
15. 手工鋸切,發現鋸齒積屑,宜改用不同切削劑或更多鋸齒的鋸條。 (A)O (B)X
16. 以中心鑽取代小徑鑽頭做孔位的定位鑽孔,依然要使用中心沖沖出起鑽的據點。 (A)O (B)X
17. 使用階級墊塊夾持工件時,鎖緊螺栓(絲)要越接近階級墊塊越好。 (A)O (B)X
18. 鑽孔時,發現鑽頭的雙槽排(出)寬薄、形狀、大小不一的鑽屑,最可能原因是半鑽唇角或切邊長不等而導致的。 (A)O (B)X
19. 鑽削時,發現鑽頭的單槽排(出)鑽屑,最可能的原因切邊間隙角太大所導致。 (A)O (B)X
20. 鑽頭因鈍化而磨利,會使鑽頭變短,相對地,靜點((鑿口)也會愈短愈大,所以起鑽的定位點(凹錐陷)要越大(深)。 (A)O (B)X
21. 鉸孔時,建議鑽導孔的主要目的是在控制孔位,避免偏移。 (A)O (B)X
22. 鑽孔的孔位決定於中心點(凹陷)正確性,所以中心點的凹陷要清晰、愈小愈好。 (A)O (B)X
23. 螺絲攻使用時,除啟攻外,不得對螺絲攻或絲攻扳手施予壓力;只能施予扭轉(切線)方向之扭力。 (A)O (B)X
24. 刮削和刮花的主要差別在方向而非目的。 (A)O (B)X
25. 使用表面粗糙度量測儀時,應保持探針移動方向與工件表面之刀痕方向呈垂直(跨越)。 (A)O (B)X
1. 數值控制工具機的指令中,M02 (M0)和 M03 (M3)彼此的主要差別是: (A)車圓弧方向 (B)副程式之呼叫或終止 (C)主軸轉向 (D)程式結束時於,回歸原點與否
2. 活動扳手成為首選使用的理由是: (A)適用規格範圍大與施力要求少 (B)確保螺絲(栓)頭部完整、不受損 (C)必須施予大且扭力設限少 (D)空間限制少且施力小之場合
3. 墊圈的主要功用是: (A)增大螺帽承面 (B)保護工作表面 (C)確保承面受力一致 (D)調節熱漲冷縮或變形
4. 以高度規做鑽孔的孔位定位,下列那一種方法最好: (A)劃出「田字」框線,再使用中心鑽起鑽 (B)劃出「田字」框線,再以中心沖沖出 120 度錐坑,再用中心鑽起鑽 (C)劃出「十字線」,再使用中心沖沖出 120 度錐坑,再用中心鑽起鑽 (D)劃出「十字線」,再以中心沖沖出 90 度錐坑,再用分規劃出兩校正同心圓,起鑽
5. 攻螺紋時,下列那一敘述 不正確 : (A)過程中,雙手要施一致的軸向壓力 (B)過程中,雙手要施一致地旋轉扭力 (C)過程中,要確保扳手確實夾緊絲攻施力 (D)過程中,要確保絲攻垂直且施力
6. 粗重、大量銼削, 最困難 的是: (A)銼削行程的速度操控 (B)銼削行程,雙手施力的平衡調節的操控 (C)銼削的瞬間施力,雙手與肢體的一致操控 (D)雙手在屢次(重複)銼程施力的平衡調節操控
7. 精細銼削, 最困難 的是: (A)施力的著力點與銼除點一致地自主調節操控 (B)手臂夾緊握持銼柄的一致施力 (C)延長銼削行程的操控 (D)握持銼舌施力的一致性操控
8. 機器的那一部份最需要精密刮削: (A)有定位銷定位的部分 (B)精密磨削過的平面 (C)會產生相對運動的配合面 (D)高精密的機台
9. 機器表面須要精密刮削的材質,通常是: (A)鑄鐵 (B)不鏽鋼 (C)中碳鋼 (D)高碳鋼
10. 孔之尺寸為 \(\phi 25^{+0.04}_{-0.02}\),軸之尺寸為 \(\phi 25\pm 0.01\),在公差與配合的敘述,下列何者正確: (A)為過盈配合(tight fit) (B)其最大餘隙(留隙)為 0.05mm (C)其最小餘隙(留隙)為 0.01mm (D)其最大過盈(或干涉量)為 0.05mm
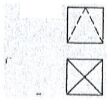
11. 左圖之右側視圖是: (A) (B) (C) (D)
12. 左圖之右側視圖是: (A) (B) (C) (D)
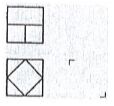
13. 左圖之左側視圖是: (A) (B) (C) (D)
14. 左圖之左側視圖是: (A) (B) (C) (D)
15. 左圖之右側視圖是: (A) (B) (C) (D)
16. 件號 1 的最主要精度在: (A)鑽孔孔徑 (B)外部尺度 (C)表面平面度 (D)孔位尺度
17. 最先要完成加工且控制特定尺度的件號是: (A)3、4 (B)5 (C)6、7 (D)8、9
18. 獲得最好的功能成績(精度)首先要確保: (A)件 2 的 8H7 孔中心線垂直於 A 平面 (B)件 5 能於件 14 滑行 (C)件 12、件 13 的中心線平行於 A 平面 (D)件 10、11 的 8H7 孔中心高要一致
19. 件 7 對件 4 的功能在: (A)調節件 4 的 8H7 孔和 A 面的距離 (B)調節件 4 的 8H7 孔中心線平行於 A 面 (C)調節件 4 和件 7 的 8H7 孔中心線,彼此垂直 (D)調節件 4 中心高度和件 10、11 取得一致
20. 件 2 最重要且最高技術的尺度是: (A)與件 1 的組合尺度 (B)與件 10、11 的組合尺度 (C)8H7 孔中心線垂直於 A 平面的程度 (D)8H7 孔中心線與件 7 的 8H7 孔中心的一致性
21. 下列四種組合精度控制,那一組合的關鍵技術有別於其它三種: (A)件 4 和件 7 (B)件 3 和件 6 (C)件 8 與件 9 (D)件 10 與件 11
22. 下列四個精度,那一精度影響整體組裝功能最大: (A)件 2 的 8H7 孔垂直 A 平面 (B)件 3、件 4 的 8H7 孔中心線平行於 A 平面 (C)件 6、件 7 的 8H7 孔中心線垂直於 A 平面 (D)件 10、件 11 的 8H7 孔高度控制
23. 下列四個精度,最具挑戰與創意的技術是: (A)件 2 的 8H7 孔垂直 A 平面 (B)件 3、件 4 的 8H7 孔中心線平行於 A 平面 (C)件 6、件 7 的 8H7 孔中心線垂直於 A 平面 (D)件 10、件 11 的 8H7 孔高度控制
 阿摩線上測驗
登入
阿摩線上測驗
登入
 左圖之右側視圖是: (A)
左圖之右側視圖是: (A) (B)
(B) (C)
(C) (D)
(D)
 左圖之右側視圖是: (A)
左圖之右側視圖是: (A) (B)
(B) (C)
(C) (D)
(D)
 左圖之左側視圖是: (A)
左圖之左側視圖是: (A) (B)
(B) (C)
(C) (D)
(D)
 左圖之左側視圖是: (A)
左圖之左側視圖是: (A) (B)
(B) (C)
(C) (D)
(D)
 左圖之右側視圖是: (A)
左圖之右側視圖是: (A) (B)
(B) (C)
(C) (D)
(D)