所屬科目:高中技藝◆模具
1. 最理想的澆道橫斷面形狀為梯形,因梯形斷面可以容納最大的塑料流量,但在製作時,必須在分模面兩側加工,較為困難。 (A)O(B)X
2. 複合沖模每一沖程能同時做兩種以上之加工,通常會設計上模座安裝著下料沖模,而下模座安裝沖頭,其目的在使料片及廢料易於排出模外。 (A)O(B)X
3. 簡單式固定剝料板適合大量生產及自動送料的情況下採用。但其缺點則是不具壓料作用,容易使帶料發生皺摺等。 (A)O(B)X
4. 硬幣、徽章及機械零件表面上的文字圖樣等,都是由擠製加工完成的。 (A)O(B)X
5. 採用直接澆口通常未設冷料井,成形時冷凝塑料會直接進入型腔,影響成形品品質。 (A)O(B)X
6. 針點澆口是以小點連接型腔,在成形品留下的澆口痕跡很小,常用於二板式塑膠射出模具。 (A)O(B)X
7. 除非因成形品形狀需要,否則頂出銷應儘量避免使用矩形或其他的斷面形狀,而採用圓形斷面為主,以減少製作上的麻煩。 (A)O(B)X
8. 塑膠射出成形過程中,塑料通常必須加熱至 $500^{\circ} \mathrm{C}$ 以上,以具有理想的流動性來充填型腔。 (A)O(B)X
9. 面積較大,深度較深或厚度較薄的成形品,應用一般頂出時,易造成變形、破裂,可利用空氣頂出,藉空氣壓力頂出成形品。 (A)O(B)X
10. 三板式塑膠射出模具開模頂出成形品及澆道的順序,第一步先使澆道脫料板與固定側模板分開,此時成形品與澆道被分離,澆道附著於澆道脫料板上。 (A)O(B)X
11. 塑膠射出模具之無流道成形方式,實際上並非沒有流道,而是指在開模頂出時,流道部位不隨成形品取出。 (A)O(B)X
12. 沖剪模具的沖頭前端若製成剪斜角,則可以降低剪切力,但其缺點是剪下的料片會產生變形。 (A)O(B)X
13. 沖剪加工過程中,模具的沖頭尺寸等於模穴尺寸加上適當的間隙值。 (A)O(B)X
14. 沖剪模具若下模出料方向的角間隙之斜角直達模面,則成品之毛邊會增加,適合沖剪硬度較高的材料。 (A)O(B)X
15. 彎曲加工時,若使用相同彎曲半徑之沖頭來沖壓同材質之胚料,則工件厚度愈薄者,彎曲部的外側愈容易產生裂痕。 (A)O(B)X
16. 塑膠模具設計時,分模面通常設在成形品外形最大斷面處。 (A)O(B)X
17. 聚丙烯(PP)、聚氯乙烯(PVC)塑料是屬於熱固性塑料,再加熱也不會軟化。 (A)O(B)X
18. 沖剪加工時,若沖頭刀刃變鈍,毛邊產生在料片上;若下模的刀口變鈍時,毛邊則產生在孔的周圍。 (A)O(B)X
19. 在加熱時會軟化,冷卻後固化成形稱為熱塑性塑膠,其分子呈網狀結構;而熱固性塑膠經固化後,再受熱不會軟化,其分子則呈線狀結構。 (A)O(B)X
20. 塑膠射出機之肘節式鎖模機構構動作中,鎖模力在肘節連桿接近完全伸直時最大;但肘節連桿在完全伸直狀態時鎖模力為零。 (A)O(B)X
21. 塑膠模具橫澆道的尺寸若太小會導致塑料流動阻力加大,使得塑料太早凝固,造成成形品充填不足。 (A)O(B)X
22.在射出成形模具中通常是使成形品附著於固定側,而在固定側設置頂出裝置,用以將成形品頂出。 (A)O(B)X
23. 壓縮成形是熱固性塑膠最具代表性的成形法,但不能生產形狀複雜之成品。 (A)O(B)X
24.一般二板式塑膠模具包含兩塊模板,固定側模板通常加工成凸出的形狀,用以成形塑膠製品的內表面。 (A)O(B)X
25. 擴製加工是將金屬胚料放置在擠製沖模,在材料的再結晶溫度下,藉沖頭的壓力對胚料施行加壓而成形,是冷加工的一種。 (A)O(B)X
1. 下列有關鋼料實施完全退火熱處理的作法與特性,何者正確?(A)會提高材料硬度 (B)加熱到 $\mathrm{Ac}_3$ 或 $\mathrm{Ac}_1$ 變態溫度以下 $30 \sim 50^{\circ} \mathrm{C}$ (C)加熱後通常在熱處理爐中冷卻 (D)會降低材料延性。
2. 下列何者不是線切割放電加工經常使用的電極材料?(A)不銹鋼 (B)銅 (C)石墨 (D)銅鐵合金。
3. 彎曲加工時,下列有關 V 型彎曲之彈回角度控制方式何者不正確?(A)下模製成圓弧 (B)應用托板方式 (C)減小沖頭角度 (D)增加沖頭沖壓面積。
4. 塑膠射出成品產生氣泡之最可能的原因是 (A)射出壓力不足 (B)關模壓力太大 (C)塑料乾燥不足 (D)成形溫度過低。
5. 目前塑膠射出成形機之射出裝置構造大部分採用 (A)柱塞式 (B)螺桿式 (C)預塑式 (D)氣動式。
6. 下列哪一種無流道成形方法可以一次成形多件成形品 (A)絕熱澆道方式 (B)延長噴嘴方式 (C)滯液式噴嘴方式 (D)限制澆道方式。
7. 在進行沖模設計時,繪製模具圈的第一步是 (A)繪製模座 (B)料條布置 (C)繪製沖頭及下模塊 (D)製作材料表
8. 模具用鋼料經淬火後,在 $150 \sim 200^{\circ} \mathrm{C}$ 左右實施低溫回火之目的為 (A)使鋼料軟化易加工 (B)消除淬火所生成之內應力,但仍維持一定的硬度 (C)得到變韌鐵組織,增加韌性 (D)使鋼料的硬度提高。
9. 下列有關連續沖模的使用限制,何者有誤?(A)不適合製造精度較高的產品 (B)不適合大型深引抽的沖壓製品 (C)不適合製造會產生殘留應變之製品 (D)不適合大量生產的需求。
10. 肘節式沖床是利用馬達之動力使曲柄軸旋轉,經肘節機構驅動滑塊運動的沖床,下列有關肘節式沖床的敘述何者正確?(A)滑塊行程長 (B)速度快,適合用於剪切加工 (C)下死點穩定而正確,可製作較精確之製品 (D)滑塊在下死點時之速度最快。
11. 精密下料是利用特殊設計沖模,在三動式沖床上進行下料或沖孔加工,是目前相當重要塑性加工法。下列有關精密下料的缺點或限制,哪一項 有誤 ?(A)不適合延展性佳的材料 (B)必須使用三動作沖床形狀 (C)模具壽命較短 (D)具有突出銳角的製品易發生破裂。
12. 下列有關塑膠模具溫度對塑料成形性的影響,何者正確?(A)模具溫度較高時可縮短成形品冷卻時間,成形效率較好 (B)模具溫度較低時,塑料流動性降低,需使用較高成形壓力 (C)模具溫度較低時,塑料流動性較佳,充填效果好 (D)模具溫度較低時,成形品收縮率較大。
13. 下列有關塑膠模具限制澆口的功能,哪一項 不正確 ?(A)易在澆口將成形品與橫澆道切斷 (B)控制流入型腔的塑料份量和方向 (C)成形時澆口塑料最後固化,可以補充不足 (D)可以避免澆口附近應力集中。
14. 若欲使衝製成品正確而迅速的脫離模具,通常必須設計剝料板。下列何者 不是 一般模具中剝料板之功能?(A)退料 (B)壓料 (C)定位 (D)導引沖頭。
15. 下列何者常用於線切割放電加工中之加工液?(A)煤油 (B)純水 (C)礦泉水 (D)太古油。
16. 碳鋼中若其含碳量降低,對鋼之機械性質有何影響?(A)抗拉強度或硬度提高 (B)延性降低 (C)沖擊強度或韌性提高 (D)耐磨耗性提高。
17. 在沖剪加工時若維持正常間隙,則沖製成品的橫斷面中佔比例最大的部分是 (A)模輥(擠壓面) (B)剪斷面 (C)毛邊 (D)撕裂面。
18. 在剪切加工的過程中,當沖頭下降使材料受力超過哪一個應力值時,材料即開始產生塑性變形?(A)降伏強度 (B)最大強度 (C)抗拉強度 (D)破斷強度。
19. 沖剪加工過程,與正確間隙比較,若模具間隙過大可能造成下列哪一項影響?(A)成品斷面形狀不整齊 (B)會增加沖剪壓力 (C)毛邊變小 (D)剪斷面較大
20. 欲利用沖床沖製一直徑為 $40 \mathrm{~mm}$ 之圓孔,板厚為 $3 \mathrm{~mm}$,若材料之抗剪強度為 $35 \mathrm{~kg} / \mathrm{mm}^{2}$,求沖剪力大約為_______ 公噸。(A)4 (B)13 (C)26 (D)42
21. 下列有關塑膠模具中脫模阻力與頂出銷位置的設計,何者正確?(A)頂出銷位置應選在脫模阻力小之處,較容易脫模 (B)杯子、盒子等成形品的側壁是脫模阻力最小處 (C)若在內面設頂出銷時,宜在接近側壁的位置 (D)頂出時利用成形品穀或肋的底部是最不理想的位置。
22. 下列哪一項 不是 滾輪供給裝置之送料機的特徵?(A)能高速運轉 (B)每沖一次其移動量很精確 (C)使用材料之厚度與寬度限制少 (D)利用氣壓來控制每一沖程。
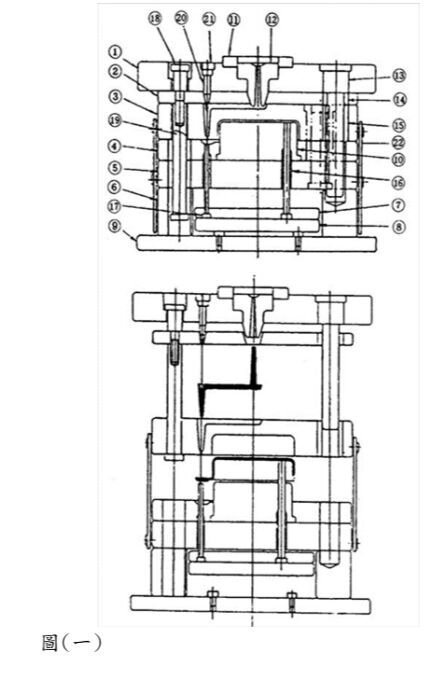
23. 參考圖(一)之塑膠模具,編號②零件的功能為
(A)固定模板的位置 (B)支撐定位環使澆口與模穴對準 (C)在模具開閉時做引導定位用 (D)開模時將澆道與成品分離
24. 參考圖(一)之塑膠模具,圖中哪一個模具零件需要具備較高的硬度?
(A)編號11 (B)編號1 (C)編號16 (D)編號10。
25. 下模塊若具有較大型或複雜形狀刀口,經常將下模塊適當分割成若干塊以便加工,再以適當方法組裝起來。圖(二)中哪一條分割線的位置選擇 不恰當 ?
(A)甲 (B)乙 (C)丙 (D)丁。
 阿摩線上測驗
登入
阿摩線上測驗
登入
 (A)固定模板的位置 (B)支撐定位環使澆口與模穴對準 (C)在模具開閉時做引導定位用 (D)開模時將澆道與成品分離
(A)固定模板的位置 (B)支撐定位環使澆口與模穴對準 (C)在模具開閉時做引導定位用 (D)開模時將澆道與成品分離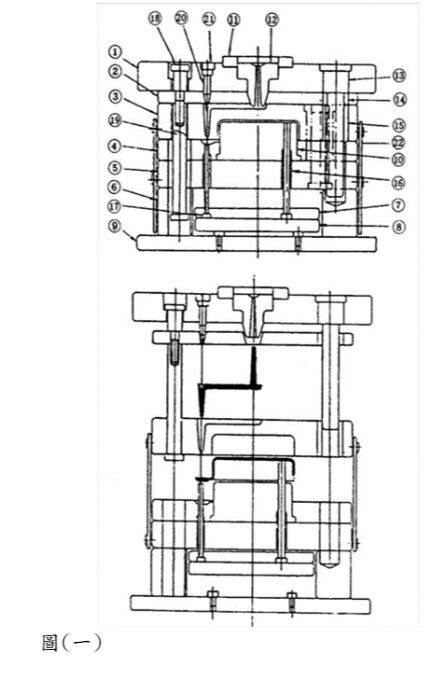 (A)編號11 (B)編號1 (C)編號16 (D)編號10。
(A)編號11 (B)編號1 (C)編號16 (D)編號10。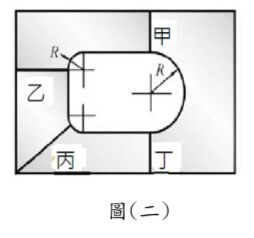 (A)甲 (B)乙 (C)丙 (D)丁。
(A)甲 (B)乙 (C)丙 (D)丁。